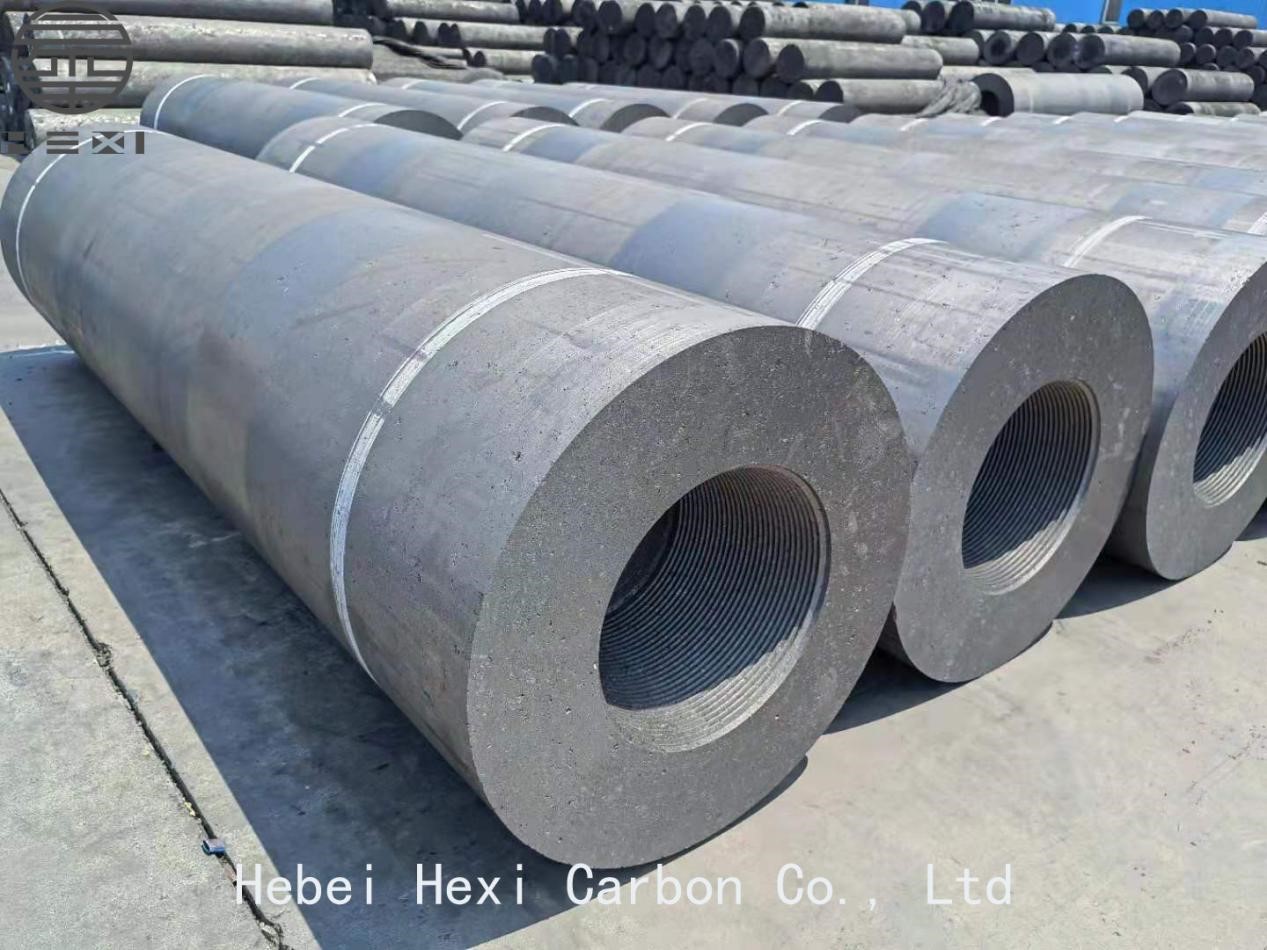
450 mm suuritehoinen grafiittielektrodi
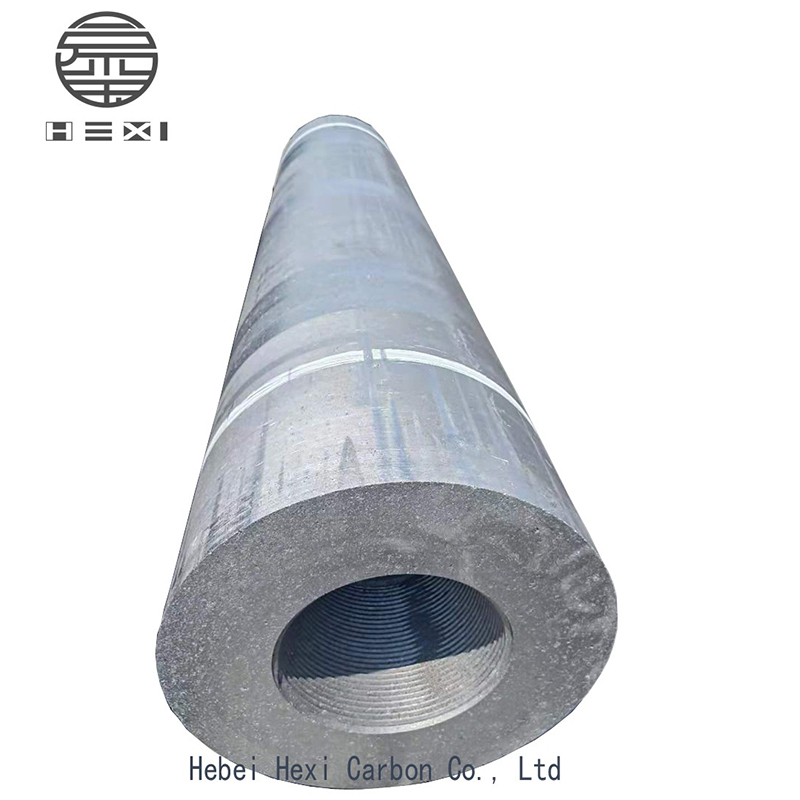
HP-grafiittielektrodi on valmistettu pääasiassa öljykoksista ja neulakokksista, ja se pystyy kuljettamaan virrantiheyttä 18-25A / cm2. Se on suunniteltu suuritehoiseen valokaariuunien teräksen valmistukseen.
| HP:n teknisten tietojen vertailuGrafiittielektrodi18″ | ||
| Elektrodi | ||
| Tuote | Yksikkö | Toimittajan sp |
| Napan tyypilliset ominaisuudet | ||
| Nimellinen halkaisija | mm | 450 |
| Max halkaisija | mm | 460 |
| Min halkaisija | mm | 454 |
| Nimellinen pituus | mm | 1800-2400 |
| Max pituus | mm | 1900-2500 |
| Min pituus | mm | 1700-2300 |
| Bulkkitiheys | g/cm3 | 1,68-1,73 |
| poikittaisvoima | MPa | ≥11,0 |
| Young' Modulus | GPa | ≤12,0 |
| Erityinen vastus | µΩm | 5.2-6.5 |
| Suurin virrantiheys | KA/cm2 | 15-24 |
| Nykyinen kantokyky | A | 25 000-40 000 |
| (CTE) | 10-6℃ | ≤2,0 |
| tuhkapitoisuus | % | ≤0,2 |
| Nännin tyypilliset ominaisuudet (4TPI/3TPI) | ||
| Bulkkitiheys | g/cm3 | 1,78-1,83 |
| poikittaisvoima | MPa | ≥22,0 |
| Young' Modulus | GPa | ≤15,0 |
| Erityinen vastus | µΩm | 3,5-4,5 |
| (CTE) | 10-6℃ | ≤1,8 |
| tuhkapitoisuus | % | ≤0,2 |
Menetelmä elektrodien kulutuksen vähentämiseksi
Viime vuosina Kiinan sähköuunien terästeollisuuden voimakkaan kehityksen sekä energiansäästön ja kulutuksen vähentämisen vaatimukset kotimaassa ja ulkomailla asiantuntijat ja tutkijat ovat päättäneet joitain tehokkaita lähestymistapoja seuraavasti:
1. Vesisuihkugrafiittielektrodin hapettumisenestomekanismi
Kokeellisen tutkimuksen avulla hapettumisenestoliuoksen ruiskuttaminen elektrodien pinnalle on osoittautunut paljon paremmaksi grafiittielektrodin sivuhapetuksen pysäyttämisessä ja hapettumisenestokyky kasvaa 6-7 kertaa. Tämän menetelmän käytön jälkeen elektrodin kulutus on pudonnut 1,9-2,2 kiloon terästonnia sulattaessa.
2.Ontto elektrodi
Viime vuosina Länsi-Eurooppa ja Ruotsi ovat alkaneet käyttää onttoja elektrodeja ferroseosmalmiuunien valmistuksessa. Ontot elektrodit, sylinterin muotoiset, ovat yleensä tyhjiä sisältä suljettuina inertillä kaasulla. Onttoisuuden ansiosta paistoolosuhteet paranevat ja elektrodin lujuus kasvaa. Yleisesti ottaen se voi säästää elektrodeja 30–40 %, enintään 50 %.
3.DC kaariuuni
DC-sähkökaariuuni on uudenlainen sulatussähkökaariuuni, joka on äskettäin kehitetty maailmassa viime vuosina. Ulkomailla julkaistujen tietojen perusteella tasavirtakaariuuni on yksi tehokkaimmista tekniikoista vähentää elektrodien kulutusta. Yleensä elektrodien kulutusta voidaan vähentää noin 40 % - 60 %. Raporttien mukaan suuren mittakaavan DC ultrasuuritehoisen sähköuunin grafiittielektrodien kulutus on laskenut 1,6 kg:aan/t.
4. Elektrodipinnan pinnoitustekniikka
Elektrodien pinnoitustekniikka on yksinkertainen ja tehokas tekniikka elektrodien kulutuksen vähentämiseksi, yleensä voi vähentää elektrodien kulutusta noin 20%. Yleisesti käytettyjä elektrodien pinnoitusmateriaaleja ovat alumiini ja erilaiset keraamiset materiaalit, joilla on vahva hapettumisenkestävyys korkeissa lämpötiloissa ja jotka voivat tehokkaasti vähentää elektrodin sivupinnan hapettumisen kulutusta. Elektrodien pinnoitusmenetelmä on pääasiassa ruiskuttamalla ja hiomalla, ja sen prosessi on yksinkertainen ja helppokäyttöinen. Se on yleisimmin käytetty menetelmä elektrodien suojaamiseen.
5. Kyllästetty elektrodi
Kasta elektrodit kemialliseen liuokseen kemiallisen vuorovaikutuksen aikaansaamiseksi elektrodin pinnan ja aineiden välille, mikä parantaa elektrodin vastustuskykyä korkean lämpötilan hapettumista vastaan. Tällaiset elektrodit voivat vähentää elektrodien kulutusta noin 10-15%.